






Ms. Jenny Wang
¿Qué puedo hacer por ti?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Tipo de Pago:L/C,T/T,D/P,D/A,Paypal
Incoterm:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES
Cantidad de pedido mínima:1 Set/Sets
transporte:Ocean,Air,Land,Express
Hafen:Ningbo,Shanghai,Shenzhen
$1000-50000 /Set/Sets
Modelo: CT-11006
Lugar De Origen: Porcelana
Método De Formación: Molde de inyección de plástico
Material Del Producto: El plastico
Producto: Producto doméstico
Shaping Mode: Injection Mould
Surface Finish Process: Polishing
Mould Cavity: Single Cavity
Plastic Material: HDPE
Process Combination Type: Single-Process Mode
Application: Commodity
Runner: Hot Runner
Design Software: UG
Installation: Fixed
Certification: ISO
Standard: DME
Customized: Customized
productividad: 500000shots/mold life
transporte: Ocean,Air,Land,Express
Apoyo sobre: 10sets/month
Certificados : ISO
HS-Code: 8480790090
Hafen: Ningbo,Shanghai,Shenzhen
Tipo de Pago: L/C,T/T,D/P,D/A,Paypal
Incoterm: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES




Puntos técnicos de moho de cajas. La resolución correcta de problemas debe adoptar un enfoque sistemático para la resolución de problemas. Hay dos tipos de fallas: problemas que involucran control de calidad y problemas encontrados al comenzar la producción. Si un trabajo se ha producido con éxito en el pasado, pero ahora el producto no está a la altura de los estándar, entonces existe un problema que involucra un control de calidad. Estos problemas son el resultado de los cambios en algunos factores en el proceso. Para resolver estos problemas, debe determinar qué ha cambiado y devolver el proceso a un estado apropiado. Los problemas al comienzo de la producción ocurren durante la puesta en marcha de un nuevo moho o máquina.
La mayoría de los problemas de control de calidad son causados por condiciones de proceso, materiales o mantenimiento de máquinas y moldes. Si el problema ocurre después de cambiar el material, intente otro lote. Es recomendable mantener una muestra del lote anterior de materiales.

Si la configuración de la matriz se basa en piezas de trabajo previamente exitosas, verifique las condiciones de configuración originales. Si el molde se mueve a otra máquina para su uso, se pueden requerir ajustes menores para la nueva máquina. Si el dado se modifica durante su tiempo de inactividad, Se puede requerir un ajuste de proceso.
Para resolver los problemas encontrados al comienzo de la producción, es necesario determinar la gama de materiales para garantizar que un conjunto de condiciones pueda producir una pieza de trabajo calificada.
Las condiciones del proceso se establecen primero en el punto medio del rango de procesamiento de material, y luego el proceso se ajusta para resolver cualquier problema observado. Si no es posible producir un artefacto exitoso, determine qué combinaciones de variables deben cambiarse para resolver el problema. Estos cambios pueden incluir la selección de material, la selección de la máquina y/o el rediseño de moho.

Problemas técnicos cuando comienza a hacer la producción para el moho de cajas
Desajuste de soldadura
Ventilación ng
La ventilación se encuentra en el sitio de llenado final y en la parte delantera de la unión se derrite
Aumentar el tamaño de la ventilación.
La temperatura de fusión es demasiado baja
Elevar la temperatura de fusión y/o morir.
Aumentar la velocidad de inyección.
Falta de plástico y signos de quema
Aire atrapado y pobre escape.
Mejore las respiraderos y/o transfiéralas a áreas quemadas.
Falta de plástico pero sin quema
El material no es suficiente
Aumente el volumen de inyección si es posible. Si no, transfiera a una máquina más grande.
Bloque de entrada
Reduzca la velocidad y la presión posterior.
Baje la temperatura en la parte posterior del barril.
La presión de inyección no es suficiente
Aumentar la presión de inyección
La viscosidad del material es demasiado alta.
Aumentar la velocidad de inyección.
Aumentar la temperatura de procesamiento.
Use compuestos de baja viscosidad.
Ampliar los tamaños de puerta y corredores.
Desbordamiento de moho de cajas
Sobre una alta presión de inyección
Reduce la presión de inyección y el tiempo.
El material es demasiado
Reducir el volumen de inyección.
La viscosidad del material es demasiado baja
Reducir la velocidad de inyección.
Reducir la temperatura de procesamiento.
Molde
Procesar o moler superficies de separación.
No es suficiente fuerza de sujeción
Use compuestos de alta viscosidad.
Aumente el tonelaje de sujeción.
Reduzca el grosor de ventilación.
Transferir a una máquina más grande.
Poro o colapso
Los poros aparecen en la pieza de trabajo. El colapso se separa de la pared del molde
Presión de llenado insuficiente durante la solidificación.
Aumentar la presión de llenado y extender el tiempo.
Aumentar el tamaño de la puerta.
Transfiera la puerta a la parte más gruesa.
Aumentar el tamaño del corredor.
La contracción del material y los materiales de fusión son escasos
Reducir el grosor de la pared
Burbujas de aire
La superficie de la pieza de trabajo se abulta en burbujas.

Trampa de aire
Cambiar la posición de la puerta o modificar la ruta de flujo.
Se organiza un pasador en la parte para eliminar el fenómeno de aire atrapado.
El rastro de flujo y el relleno inverso
Llena de delgado a grueso.
Posición de puerta de transferencia a una parte más gruesa.
El rastro de flujo
sombra
La superficie es irregular.
Ondas radiales.
El rastro de flujo
arrugado
Esta área no está llena uniformemente.
Cambie la posición de la puerta para igualar la fusión o reducir el diámetro del corredor.
Patrón de flujo espiral
Alta viscosidad de fusión.
Aumentar la temperatura de procesamiento.
Aumentar la velocidad de inyección.
Reduce el tamaño de la puerta.
Cambiar el tipo de puerta.
Cambiar la posición de la puerta para producir impacto.
Deformación.
Contracción anisotrópica.
Cambiar la posición de la puerta hace que la fusión fluya en una sola dirección.
Alto estrés de moldeo residual
Aumentar la temperatura de procesamiento.
Reducir la presión de embalaje.
Elevar la temperatura del moho.
Defectos de la superficie
Lugares de brillo desiguales
Los compuestos de alto peso molecular se procesan en moldes altamente pulidos.
Use el material compuesto de menor peso molecular en su lugar.
La cavidad del moho se cambia a una superficie texturizada (mecanizado de descarga electrónica, arena de arena, etc.).
Defectos de la superficie
Marcas de plata o radiales
El material está contaminado.
Verifique si hay humedad (condensación) o material seco.
Verifique los materiales reciclados en busca de contaminantes o humedad. Dry si es necesario.
Reducir la velocidad de inyección.
Coeficiente de alto corte.
Aumentar la temperatura de procesamiento.
Aumentar el tamaño de la puerta.
Marca de stripper
Demasiado suave durante el demoulding.
Extender el tiempo de cierre de la matriz.
Reducir la temperatura del molde.
Reducir la temperatura de procesamiento.
Cambie a una superficie de molde texturizada para facilitar el desmoldeo.
Aumente el tamaño de la barra de stripper.
Aumente la inclinación de dibujo de la pieza de trabajo.
Reduce el grosor de la pared.
Use materiales compuestos que contengan agentes de liberación de moho.
Use compuestos más duros.
Olor a ardor
Amarillamiento de la pieza de trabajo
Degradación del material.
Reemplace la máquina y vea si el problema ocurre nuevamente.
Reduzca la temperatura de procesamiento. (Especialmente en la parte posterior del barril).
Reduzca la relación de mezcla de materiales reciclados.
Acorta tu estadía.
Reemplace la máquina después del estacionamiento.
Cambie a una máquina más pequeña.
Reduzca la temperatura del sistema de corredor caliente.
Minimice el ángulo múltiple de Hot Runner.
La pieza de trabajo está pegada al lado de un dado medio o dado fijo
Falta de fuerza de liberación.
Sandblast una mitad muere.
Pulido b medio morir.
Usa un refrigerador de medias.
Establezca el pin de bloqueo en el modo medio B.
Aumente el ángulo de dibujo de la pieza de trabajo en una mitad muera.
Durante el demoulding, la pieza de trabajo está pegada
Falta de fuerza de liberación.
Extender el tiempo de cierre de la matriz.
Reducir la temperatura del molde.
Reducir la temperatura de procesamiento.
Reduzca el llenado y la sujeción de presión.
Sandblasting B semi - morir.
Aumente el tamaño de la barra de stripper.
Aumente el número de barras de stripper.
Aumente la inclinación de dibujo de la pieza de trabajo.
Establezca el despojo de aire.
Color desigual
Mal proceso de dispersión.
Aumente la presión posterior y/o la velocidad del tornillo.
Cambie el portador de Color MasterBatch al material con un punto de fusión más bajo.
Contaminación.
Verifique si los materiales reciclados están limpios.
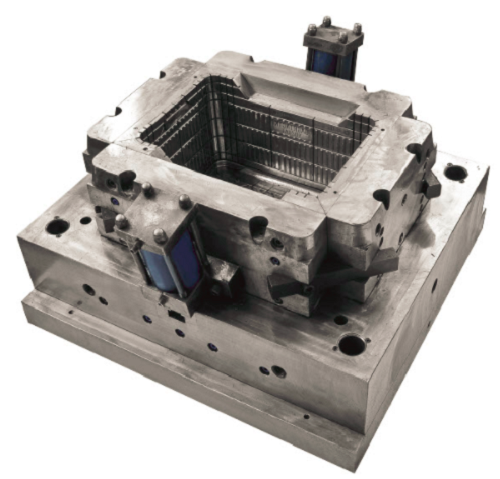
Hemos realizado la 1 cavidad, 2 y 4 cavidades de moho de cajas y 4 cavidades que apilan el moho. Molde de cajas, molduras de plástico, moldes de plástico, molduras de cajas, fabricante chino de moldes de cajas.


Descripción detallada del molde de plástico de plástico
Nuestro servicio
Control de calidad
Las calibradores y el equipo de medición de CMM deben usarse para verificar las dimensiones críticas de los moldes de inyección de plástico, algunos puntos importantes deben controlarse 3 o 4 veces y encontrar informes de dimensiones, para todos los puntos "ng", los verificaremos nuevamente y sabremos cómo mejorar los moldes.


Esperamos tener su consulta si los moldes de plástico de paletas o los productos de plástico, le presentaremos un precio razonable con moldes y productos de alta calidad. Bienvenido a visitarnos a su hora conveniente, esperamos tener noticias suyas, muchas gracias.









