




Ms. Jenny Wang
¿Qué puedo hacer por ti?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Tipo de Pago:L/C,T/T,D/P,D/A,Paypal
Incoterm:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU
Cantidad de pedido mínima:1 Set/Sets
transporte:Ocean,Air,Land,Express
Hafen:Ningbo,Shanghai,Shenzhen
$45000-55000 /Set/Sets
Modelo: CT11025
Marca: Ceeto
Método De Formación: Molde de inyección de plástico
Lugar De Origen: Porcelana
Material Del Producto: El plastico
Producto: Producto doméstico
Shaping Mode: Injection Mould
Surface Finish Process: Powder Coating
Mould Cavity: Single Cavity
Plastic Material: PE
Runner: Hot Runner
Installation: Fixed
Certification: ISO
Customized: Customized
Design Software: UG
Standard: HASCO
Paquete: Caja de madera
productividad: 500000shots/mold life
transporte: Ocean,Air,Land,Express
Lugar de origen: Porcelana
Apoyo sobre: 10sets/month
Certificados : ISO
HS-Code: 8480790090
Hafen: Ningbo,Shanghai,Shenzhen
Tipo de Pago: L/C,T/T,D/P,D/A,Paypal
Incoterm: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU





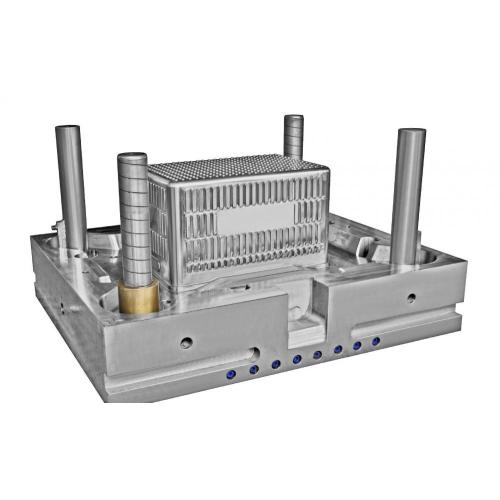
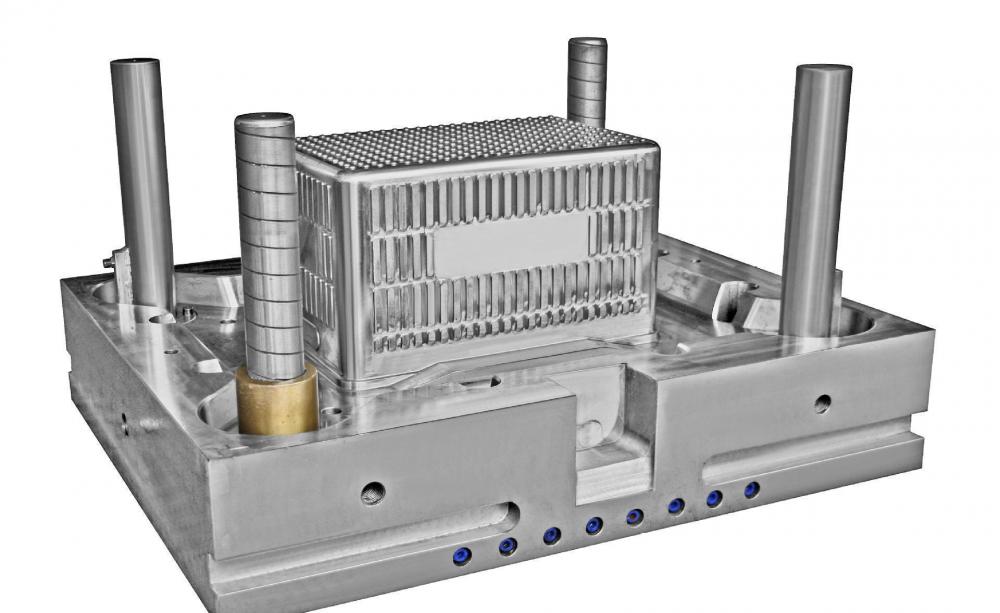
El moho de Ceeto se ha dedicado en el diseño y fabrica el moho de la caja de plástico y el moho de la caja de frutas de plástico durante muchos años, con una rica experiencia, hemos hecho todo tipo de caja de plástico y caja de fruta de plástico de acuerdo con los requisitos técnicos del cliente y también podríamos proporcionarle con el modelo 3D con su muestra y realice cualquier cambio en el diseño del producto. Basado en nuestra experiencia técnica, aquí resumimos cómo diseñar piezas y moldes de cajas de frutas de plástico de la siguiente manera.
⑴ El diseño de la forma y el grosor de la pared de las piezas de plástico debe considerarse particularmente para facilitar el flujo liso de la cavidad de relleno y evitar esquinas y huecos afilados.
⑵ El ángulo de liberación debe ser grande, el 15% con fibra de vidrio puede ser de 1 ° ~ 2 °, 30% con fibra de vidrio puede ser 2 ° ~ 3 ° cuando no se permite el ángulo de borrador, se debe evitar el desmoldado forzado y el horizontal Se debe adoptar la estructura de separación.
⑶ La opción de sección del sistema de vertido debe ser grande, y el proceso debe ser recto y corto para facilitar la dispersión uniforme de las fibras.
⑷ El diseño de la entrada de alimentación debe considerar la prevención de un llenado insuficiente, deformación anisotrópica , distribución desigual de fibras de vidrio y marcas de soldadura fáciles de producir y otras consecuencias adversas. El puerto de alimentación debe ser delgado, ancho, en forma de ventilador, en forma de anillo y puertos de alimentación de múltiples puntos para hacer que el flujo sea turbulento y las fibras de vidrio se dispersen uniformemente para reducir la anisotropía. Es mejor no usar puertos de alimentación en forma de aguja. La sección de la boca se puede aumentar adecuadamente, y su longitud debe ser corta.
⑸ El núcleo y la cavidad del moho deben tener suficiente rigidez y resistencia.
⑹ El molde debe estar endurecido, pulido y el acero resistente al desgaste debe seleccionarse, y las piezas que son fáciles de usar deben ser fáciles de reparar.
⑺ La expulsión debe ser uniforme y fuerte, conveniente para el reemplazo.
⑻ El molde debe estar equipado con canal de desbordamiento de escape, y debe colocarse en el lugar donde se producen fácilmente las marcas de soldadura.
Configuración de temperatura del molde
⑴ La temperatura del molde afecta el ciclo de moldeo y la calidad del moldeo. En la operación real, se establece la temperatura del molde apropiada más baja del material utilizado y luego se ajusta a la aplicación de manera rentable de acuerdo con el estado de calidad.
⑵ Hablando correctamente, la temperatura del molde se refiere a la temperatura de la superficie de la cavidad cuando se está formando. En el diseño del molde y la configuración de la condición de ingeniería, es importante no solo mantener una temperatura adecuada, sino también permitir que se distribuya uniformemente.
(3) La distribución desigual de la temperatura del molde causará la contracción desigual y el estrés interno, lo que hace que el puerto de moldeo sea fácil de deformarse y deformarse
⑷ El aumento de la emperatura del molde puede obtener los siguientes efectos;
① Aumente la cristalinidad y la estructura más uniforme del producto moldeado.
② Haga la contracción del moldura más completamente y reduzca la contracción después.
③ Mejore la resistencia y la resistencia al calor de los productos moldeados.
④Reduce el estrés interno residual, alineación molecular y deformación.
⑤ Reduzca la resistencia al flujo durante el llenado y reduzca la pérdida de presión.
⑥ Haga que la aparición del producto moldeado sea más brillante.
⑦ Aumente las posibilidades de rebabas en productos moldeados.
⑧ Aumente la posición cercana a la puerta y reduzca las posibilidades de depresión en la posición de puerta lejana.
⑨red el grado obvio de línea de encuadernación
⑩ Aumente el tiempo de enfriamiento.
Medición y plastificación
⑴ En el proceso de moldeo, la unidad de plastificación (unidad de plastificación) de la máquina de inyección realiza el control de la inyección (medición) y la fusión uniforme del plástico (plastificación) .
Temperatura de barril
Aunque la fusión del plástico es de aproximadamente 60-85% debido a la energía térmica generada por la rotación del tornillo, el estado de fusión del plástico todavía se ve afectado por la temperatura del cilindro de calentamiento, especialmente la temperatura cerca del área delantera del área delantera del área delantera La boquilla: la temperatura en el área delantera, cuando es alta, es fácil causar el fenómeno de gotear y extraer las piezas cuando se retira.
② Velocidad de tornillo
A. La fusión del plástico se debe principalmente al calor generado por la rotación del tornillo, por lo que la velocidad del tornillo es demasiado rápida, tiene los siguientes efectos:
a. Descomposición térmica de plásticos.
b. La fibra de vidrio (más plástico de fibra) se acorta.
C. El desgaste del tornillo o el cilindro de calefacción se acelera.
B. La configuración de la velocidad se puede medir por su velocidad circunferencial:
Velocidad periférica = n (velocidad) * d (diámetro) * π (circunferencial)
En general, para los plásticos de baja viscosidad con buena estabilidad térmica, la velocidad periférica de la rotación de la barra del tornillo se puede establecer en aproximadamente 1 m / s, pero para los plásticos con pobre estabilidad térmica, debe ser tan baja como aproximadamente 0.1.
C. En aplicaciones prácticas, podemos reducir la velocidad del tornillo tanto como sea posible, de modo que la alimentación giratoria se pueda completar antes de abrir el molde.
③ Presión de espalda
A. Cuando el tornillo gira y se alimenta, la presión acumulada por la fusión que avanza hasta el extremo frontal del tornillo se llama presión posterior. Durante el moldeo por inyección, se puede ajustar ajustando la presión de retorno del cilindro hidráulico de inyección. efecto:
a. La fundición se derrite más uniformemente.
b. El tóner y el relleno están más dispersos.
C. Haga la salida de gas desde el puerto blanking.
d. La medición de la alimentación es precisa.
B. El nivel de la presión posterior está determinado por la viscosidad y la estabilidad térmica del plástico. Una presión posterior demasiado alta aumenta el tiempo de alimentación, y debido al aumento de la fuerza de corte rotativa, es fácil hacer que el plástico se sobrecaliente. En general, 5-15 kg / cm2 es adecuado.









